

1引言
污水处理罐在污水处理工程中大量使用,由于介质组分复杂,腐蚀性强,为保证工艺要求的正常工作状态,延长使用寿命,降低制造和维修维护成本,现以做过的设计为例,介绍如何选择壳体、接管、法兰及内件的材料,以及内部防腐选用。
2设备基本参数
本设备用于扬巴石化含氟污水处理系统,是其中的一个工艺过程罐。该容器的基本参数如下。
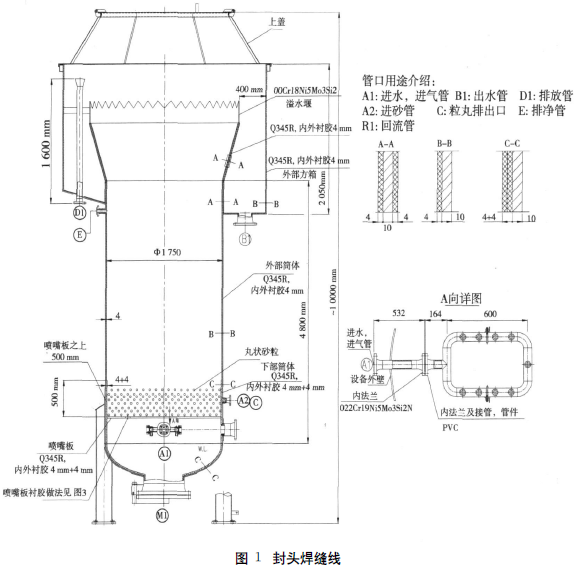
容器类别,类外;工作温度,45℃;工作压力,常压;设计温度,70℃;设计压力,上部0. 12 MPa下部0.45 MPa;腐蚀裕量,10mm;焊接接头系数,0.85;规格,Φ1750 mm×10 mm×6 470 mm;容积,24.4m3;使用年限,15年;污水中的介质成分,含氟1000×10-6;引入CaCl2后水中含氯离子3000×10-6
主要工作流程:污水及气体由Al口进入,通过专用喷嘴到达沙砾层,污水经沙砾床净化后由溢流口Bl流出,到达收集槽,详见下页图l
3污水处理罐的设计思路
在设计过程中应考虑该设备必须具有适用性,同时应具有耐用性(使用寿命长 ),还应做到设计结构的经济合理性。由于本设备处理的污水中含有1000×10-6的氟离子和3000×10-6的氯离子,若本设备全采用碳素钢与低合金钢结构则不耐腐蚀,使用寿命短;若单从防腐蚀角度考虑可以全选用不锈钢,却又不经济。经过慎重考虑后,本台设备的设计决定主要采用低合金钢外部结构加内部防腐衬胶的组合结构形式。对于不宜采用衬胶之处,局部采用了双向不锈钢。
4材料选择以及内防腐不同部位的考虑
该设备各部分材料选择及内部衬胶情况如下页图l所示。
上盖部分:由于上盖经常挪动,也可以观察到腐蚀状态,能及时维修,为降低成本,此部分材料选用碳钢Q235-B内部涂重防腐油漆,使用寿命能达到5~8年,如发现局部有破损,可以及时补漆,减小腐蚀的发生,在设备的寿命期限内可以视实际腐蚀情况进行更换。
溢水堰上部;锯齿结构,衬胶层不牢固,易脱落磨损。为保证使用过程中的工艺要求,此处选用高强度耐腐蚀的奥氏体一铁素体型双向钢022Crl9Ni5Mo3Si2N,标准为GB24511-2009《承压设备用不锈钢钢板和钢带》。而没有选用奥氏体不锈钢是因为污水中含氯离子3000×10-6,奥氏体不锈钢在这种介质中耐腐蚀性能较差。
与溢水堰连接的锥体及筒体均采用低合金钢材料Q345R,锥体和方箱内的筒体部分内外均采用4 mm厚的衬胶层,此范围内的管口Bl的接管内孔和法兰内孔均采用4 mm厚的衬胶层。
溢水堰外部的方箱,要考虑整体强度﹐选用强度较好的Q345R材料﹐由于此处是开放结构,高度2050mm,空隙宽度有400mm(见下页图1),具备衬胶操作空间,所以内部采用衬胶防腐。溢水沿旁边Dl管口的接管、法兰,公称尺寸较小只有DN80,长度达到1600 mm,衬胶不好操作,所以接管,法兰均选用奥氏体一铁素体型双向钢材料。
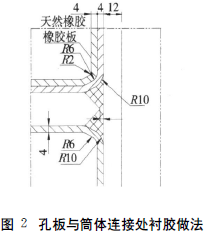
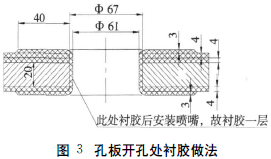
该罐的下部有一块孔板(固定床支撑板),孔板下部腔体设置布气管,由于气流的冲击,污水翻动对下部筒体和封头以及孔板的冲刷,加速了该区域的磨损。又由于污水中含有高浓度氯离子、氟离子的腐蚀,所以该区域包括孔板的上下两面及开孔处均采用4 mm +4 mm厚的双层衬胶。该处衬胶范围详见图1所示。在此范围内的 R1、A2、C管口的接管和法兰均采用了衬胶,衬胶厚度也按两层4mm+4 mm进行。
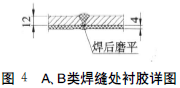
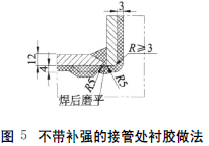
孔板与筒体连接处的衬胶做法见图2,孔板上孔衬胶做法见图3,A、B类焊缝处衬胶做法见下页图4,不带补强的接管处衬胶做法见下页图5。
布气管与筒体连接的部分采用奥氏体一铁素体型双向钢022Cr19Ni5Mo3Si2N,伸到设备内部之后,增设一对内法兰,进口端的法兰材料也采用奥氏体一铁素体型双向钢,与之连接的另一片法兰及内管均采用耐腐蚀的PVC管材。为方便下部腔体的衬胶施工,下封头设DN600的人孔。
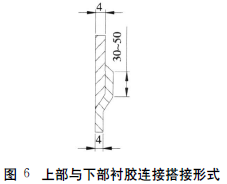
下部衬胶4 mm+4 mm处与上部4 mm处的衬胶连接采用搭接形式,如图6所示。
5衬胶材料的选择
衬胶时考虑污水中含有高浓度氟离子和氯离子,应避免选用氟橡胶,以减少亲和,所以选用了天然橡胶和丁腈橡胶,考虑到该罐内冲刷和磨蚀较大,同时考虑到本设备直径较大,为顺利硫化,最终确定使用自硫化天然橡胶。要求橡胶的硬度应较低。硬度值应符合橡胶制造单位的厂标。
6衬胶质量要求
6.1焊缝处的要求
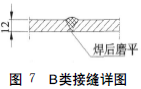
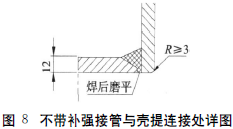
焊缝经检验合格后应对焊缝余高进行打磨光滑,凸出的焊缝高度不得超过1mm。封头与壳体的连接焊缝宜内表面齐平,接管与法兰的焊接宜内齐平,避免尖角棱边出现。A、B类焊缝处衬胶前处理如图7所示,接管法兰处衬胶前处理如图8所示。
6.2衬胶前进行水压试验
设备本体应在衬胶前进行水压试验合格。
6.3衬胶前基层需进行除锈处理
处理后的表面应符合GB8923—88《涂装前钢材表面锈蚀等级和除锈等级》的Sa25级要求,并有一定的粗糙度。
6.4表面刷胶
已处理好的表面宜在4 h内尽快进行第一次刷胶浆,若处理好的表面在空气中暴露时间过长,表面不合格时应重新处理。
6.5衬胶操作温度
衬胶操作温度以15~~30℃为宜。相对湿度不大于80%。
7衬胶质量的检测
衬胶部位应100%进行质量检验,检测方法首先采用目测,同时采用锤击法检查胶层外观质量及胶层与金属的黏结情况。
胶层表面允许有不超过Q 5 mm深度的局部凹陷、外伤、印痕或嵌杂物,但不允许有脱层裂纹及海绵状气孔。
厚度允差应在-10%~15%以内。
衬层需用电火花检测仪全面检查衬里层﹐不得有漏电现象。
衬胶层的硬度值应符合橡胶制造厂的厂标。
8结束语
通过综合全面考虑污水处理罐的钢材选用及内衬胶层的采用,该罐的设计达到了安全适用性、抗腐蚀耐用性和选用钢材的经济合理性。

扫一扫,打开手机网站
联系方式


 返回首页
返回首页 加入收藏
加入收藏 在线留言
在线留言 136-3108-7758
136-3108-7758